18115559859

歡迎訪問蘇州斯曼克磨粒流設備有限公司網站!
18115559859
蘇州總公司:
手機:+86-18136197085
電話:0512-36638987
傳真:+86-512-36638997
郵箱:smkafm@163.com
地址:江蘇省蘇州市昆山市張浦鎮濱江北路422號
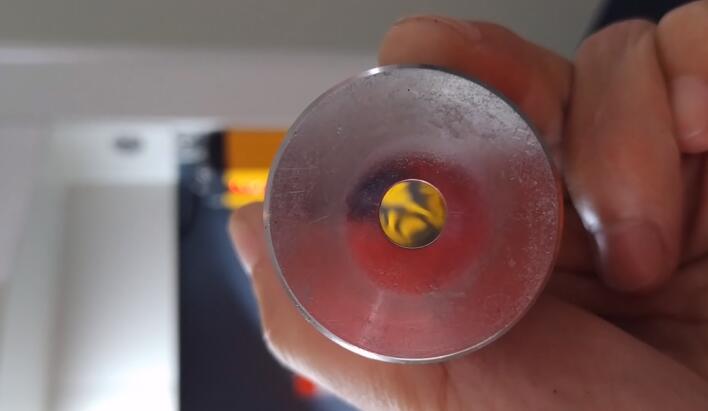
來看一下這個案例,是一個比較簡單的案子,一個深孔模具鏡面拋光,剛好可以展示流體拋光機的一些特性。模具長200,孔徑6mm,需要拋光后內壁粗糙度達到Ra0.2。